
さまざまなギヤ(歯車)の品質検査に対応
ギヤ(歯車)の打痕,振れ検出、OBDの測定がこの1台で可能! コンパクトなボディーに必要な制御機能を搭載しました。
本製品でできること
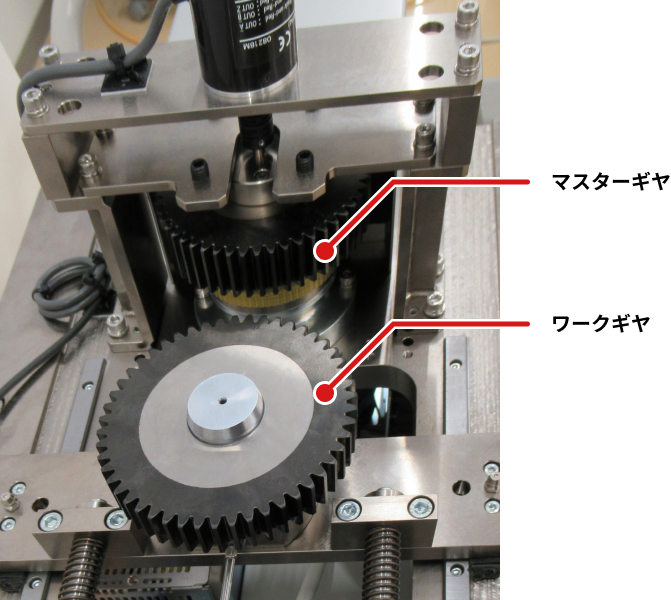
- 対象ワーク(歯車)をマスターギヤと噛み合わせ回転させることで、打痕・振れ量を検出
- OBD(オーバーピン径、オーバーボール径)の測定
- 検出データ、測定データの保存
製品特徴
コンパクトなボディーにギヤチェッカーの制御機能を搭載しました
- コンパクトなボディーに必要な機能を搭載(制御・計測・データ保存)
- マスターギヤを噛み合わせ、回転制御をします
- 打痕・振れの検出、OBDの測定をします
- 内部メモリーに計測データを保管できます
- 専用ソフトを標準装備
ギヤチェッカー専用ソフトをインストール済みで、ソフト開発をする必要がありません。
※ マスターギヤは含んでおりません
※ マーキング機能を別途開発可能です
基本仕様
| 測定項目 | 振れ、打痕、OBD |
| 歯数 | 15〜85 |
| モジュール(DP) | Module1〜3 |
| 測定歯車直径 | φ30〜φ250㎜ |
| 測定圧 | 0〜4N(0〜400gf) |
| 測定速度 | 12rpm(マスターギヤ回転速度) ∗パラメータにより可変可能 |
| 測定分解能 | 0.1μm |
| 対応歯車 | 平歯車、ハスバ歯車 |
| 装置構成 | 本体(測定コントローラは本体内部)+操作パネル |
| マスターギヤ駆動方式 | 軸中心回転(ベルト駆動) |
| マスターギヤ駆動モータ | 12rpm(測定歯車回転数)、DCモータ(無段速度調整) ∗パラメータにより可変可能 |
| 言語 | 日本語、英語(オプション) |
| 本体寸法 | W750mm×D360mm×H400mm(突起部含む) |
| 本体重量 | 50kg |
| 電源 | AC100V 50/60Hz 5A |
| その他 | •データのCSV出力機能(ワーク総数、OK数、NG数、MAX値、MIN値、AVG出力) •ユーザー指定規格に基づく合否判定 •自動測定モード、手動測定モード •繰り返し測定モード •グラフ表示 |
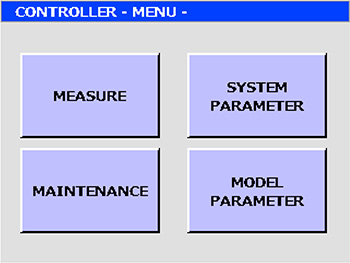
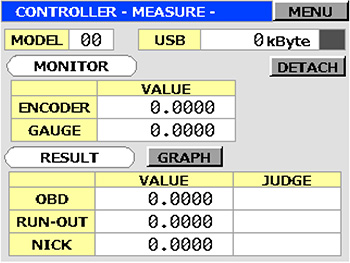
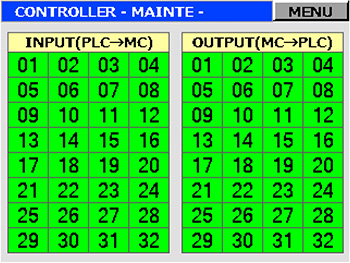
操作画面
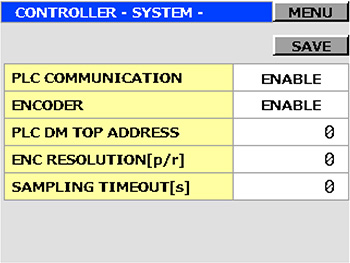
検査使用
打痕・振れ・OBDの各種検出方法
1.サンプリング方法
基準となるエンコーダの角度が設定された量変化する毎にデータを取り込み(以降「サンプリング」と記述)、演算処理を行います。
基準エンコーダのCH、サンプリング周期角度は本体のタッチパネルにて設定することができます。
2.フィルタ使用方法
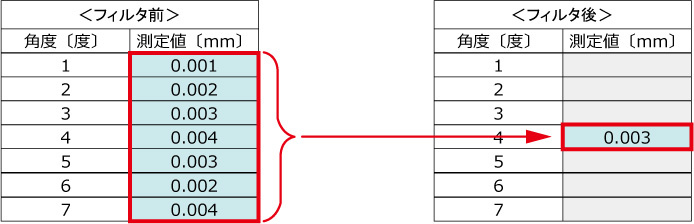
各検査項目には、それぞれフィルタを設定することができます。フィルタとはサンプリングにて取り込んだデータの移動平均を取り、データの安定化を図る目的で使用します。
フィルタ定数(前後移動平均数)は本体のタッチパネルにて設定することができます。
<例> サンプリング周期1度、フィルタ定数3の場合
そのデータと前後3データ分の平均値を算出し、その角度の測定値とします。
下表の角度が4度の測定値の場合、1∼7度までの測定値の平均を算出し、フィルタ後の4度での測定値とします。
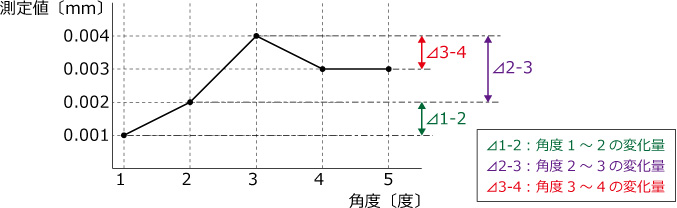
3.NICK(打痕)検出方法
サンプリングで取り込んだデータ中の局所的な変化をNICKとして検出します。
NICKを検出する傾きの閾値は本体のタッチパネルにて設定することができます。
<例> サンプリング周期1度、NIICK検出閾値0.001㎜の場合
次のデータとの変化量が0.001㎜以上のデータが続く限りの積算値をNICK値とします。
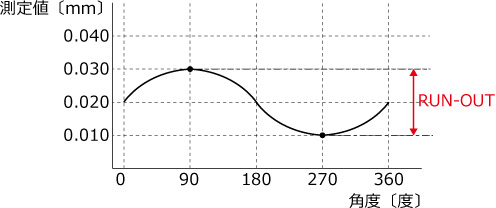
4.RUN− OUT(振れ量)検出方法
ワーク1回転中の最大値と最小値の差がRUN− OUT(振れ量)として検出されます。
下図のようなサンプリングデータの場合には最大値0.03㎜、最小値0.01㎜の差0.02が未満のRUN− OUT値となります。
5.OBD(オーバーピン(ボール)径)検出方法
ワーク1回転中の測定値の平均値をOBDとします。
活用例
あらゆるギヤ全般の品質検査
ギヤの歯合い精度、振れ測定
| 自動車関連部品メーカー様 | トランスミッションを中心としたギヤ全般の品質検査 |
| 自動二輪関連部品メーカー様 | ギヤ全般の品質検査 |
| 造船メーカー | ギヤ全般の品質検査 |
| 産業機器・加工機メーカー様 | ギヤ全般の品質検査 |
開発・導入事例
ギヤ不良品流出防止に貢献
| 自動車関連部品メーカー様 | 手動検査から自動検査への切り替えによる業務効率向上、製品品質の向上 |
製品をご検討のお客様へ
公開日:
最終更新日: